Mechanical Design Analysis of Injection Molding Shells for Home
At present, injection molding shells and metal shells are two common shell materials in home electrical appliances. Among them, injection molding shell is widely used due to its advantages of simple process, lightweight, and low cost. The production process requirements of the injection molding shell of home appliances are relatively strict, and it is necessary …
Continue reading “Mechanical Design Analysis of Injection Molding Shells for Home”
At present, injection molding shells and metal shells are two common shell materials in home electrical appliances. Among them, injection molding shell is widely used due to its advantages of simple process, lightweight, and low cost. The production process requirements of the injection molding shell of home appliances are relatively strict, and it is necessary to pay attention to the parameter setting of temperature and pressure. This blog starts with the design of the injection molding shell of home appliances, discusses the design of the injection molding shell of the soybean milk maker as an example, and analyzes how to solve the injection molding problem of home appliances.
The injection molding material is a material with a simple production process, good plasticity, and low costs, such as polypropylene (PP), polycarbonate (PC), acrylonitrile (AN), butadiene, and styrene. Copolymers (ABS) and the like are currently widely used molding technologies.
Design of injection molding shell for home appliances
Wall Thickness Design
In the design process of the wall thickness of home appliances, the main influencing factors are the material quality and external dimensions, and the principle of uniform protection should be adhered to in the design process.
If the thickness is not uniform, it will cause defects in appearance, such as deformation, dents, and even cracks due to internal stress. If the wall is too thin, the flow resistance of the molten plastic will increase, which will affect the flow of the material in the mold cavity, making it difficult to fill the material or the plastic parts are not fully filled and the strength is not high. If the thickness is too large, it is easy to cause problems such as bubbles, appearance deformation, shrinkage, and depression inside the molded product. The larger the thickness of the product, the heavier the weight, which will lead to an increase in cost. In addition, the increase in the thickness of the wall will prolong the molding time. , thereby reducing production efficiency.
In special cases, in order to meet the production needs, the local wall thickness will also be required to increase. In this case, it is necessary to gradually transition from thin to thick in the production process to avoid uneven thickness or large differences.
Round Corner Design and Draft Angle Design
In the injection molding shell of home appliances, the stress is concentrated at the sharp corners, so brittle failure is prone to occur. For this reason, the sharp corners of the product need to be worn, so as to effectively reduce the stress concentration phenomenon , and improve the strength of the plastic products. It is able to resist external impact, so in the process of mechanical design , designers need to reasonably increase the outer arc corner, if the designed round corner is too large, it will also cause a shrinkage effect, especially at the root of the raised column and the inner corner. The arc is more likely to be accompanied by a shrinkage effect. Generally, the size of the arc should be set in the range of 0.3 mm to 0.8 mm.
The purpose of draft angle design is to allow the plastic parts to be released from the mold smoothly during the mold production process. In general, the draft angle of the plastic parts needs to be considered according to multiple factors such as the thickness of the wall , size, surface roughness of the mold cavity, and shrinkage rate. The continuous shrinkage of the plastic and the design defect of the draft angle will make it difficult to remove the plastic parts. Forcible removal will also cause damage such as scratching and pulling. Therefore, the designer should set the draft angle reasonably according to different plastic brands and structures.
Stiffener Design
The function of the stiffeners is to ensure the structural strength of the plastic part without increasing the thickness of the plastic part, and it can also reduce the probability of warpage and deformation during production, reduce the amount of plastic, and reduce the weight of the product. For the design of stiffeners, the key is to control the position of stiffeners, neither too high nor too small. The principle of uniform distribution must be adhered to avoid the problem of depression during the cold shrinkage of the bottom of thick stiffeners. It is necessary to ensure that the direction of the stiffeners is consistent with The filling direction of the material is the same, which is beneficial to the mold opening and closing of the injection molding machine
In addition, the setting of the stiffeners should also take into account the arc transition mode, requiring no parts on the surface of the stiffeners, so as to avoid the problem of high-stress concentration, so the stiffeners are generally 50%-70% of the thickness of the plastic part. On the whole, installing a rounded corner under the stiffeners can improve the fluidity of the melt and solve the problem of stress concentration. Generally, the value of the R angle reaches 1/8 of the wall thickness .
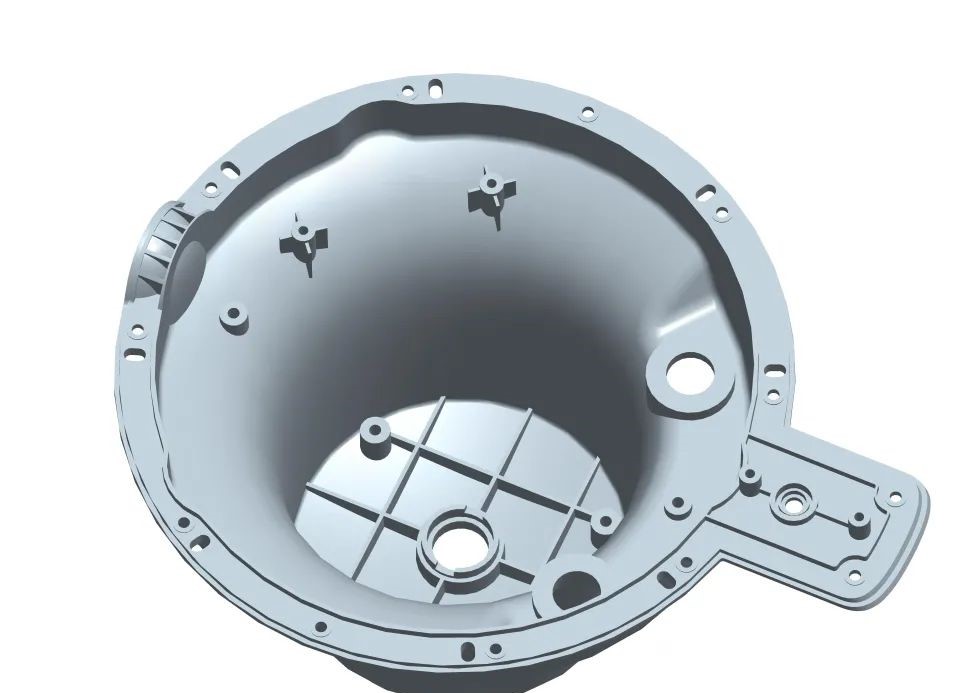
The Design of Injection Shell for Soymilk Maker
The design of the shell of the soymilk machine is taken as an example to analyze the design of the injection molding of home appliances.
Design Method
In the process of material selection, the shell of the general soymilk maker is mainly made of PP and ABS. Among them, ABS has the advantages of good fluidity, low shrinkage, strong heat resistance, and strong impact resistance. The finished product made of this material has good surface gloss and certain wear resistance; PP material has good, However, the shrinkage rate of this material is very large, the precision of the product is easy to deviate, and it is easy to deform, and the surface of this product is prone to problems such as poor gloss and shrinkage, but the price of this material is lower than that of ABS. The surface of the soymilk maker has high requirements for gloss, and also has good temperature resistance properties. Considering comprehensively, ABS is used as the shell material.
In the design of studs and stiffener, in order to meet the assembly needs, several studs need to be installed on the shell of the soymilk machine head, the bottom is treated with a crater to avoid shrinkage marks, and each stud needs to be upgraded hardness, moreover, it is necessary to effectively control the thickness of the stiffeners, and it is also necessary to increase the R angle reasonably. Its function is to improve the fluidity of the sol. In the design of the flow channel of the intersection, the shell of the soymilk machine head must be smooth enough, so the intersection should not be too large. After demolding, the casting gate should not have obvious residual traces. Therefore, it is necessary to use the glue point to make the gate fall off by itself. In order to improve the subsequent cleaning efficiency of the parts, the designer should formulate a balance between the direct current to the channel and the point gate. The runner treatment scheme adopts a circular production process to reduce the volume of the runner, save the injection time and improve production efficiency.
Molding
In the design of this soymilk machine, the shell of the plastic part of the machine headshell is fixed with an inverted groove with a locked position, and the lateral parting core-pulling and inclined top structure are installed in the mold design, and its dimensional accuracy and the following two factors are related: one is the change in plastic shrinkage. The second is the mold processing error. In the surface quality control, after the injection molding of the soymilk machine shell, it is required that there are no defects on the inner and outer surfaces, the edge position is required to be smooth, and there should be no spot welding marks. The internal surface roughness standard is Ra0.4μm, and the external surface roughness standard is Ra0. 2μm, for the case where the The surface gloss of the plastic part does not meet the standard, the analysis reason is that the molten material is cooled too early or the baking time is insufficient, the mold temperature is not enough, and the polishing is not up to the standard.


In the molding method, the shell of the soybean milk machine is made of ABS material. In the process of controlling the internal stress, the injection molding process of the mouth is appropriately shortened, thereby improving the filling efficiency and increasing the injection temperature. It is also necessary to optimize the design of the mold exhaust structure. On the whole, the scientific setting of the junction can reduce the occurrence of weld marks in the secondary parts of the plastic parts. During the injection molding process, the injection pressure should not be too high, and at the same time, good material temperature and mold temperature should be guaranteed.
How to solve the problem of injection molding of home appliances
Shrink
If there is a shrinkage problem in the injection molding shell, it is mainly related to the inner structure of the injection molding and the excessive thickness of the stiffeners. This problem will cause abnormal solidification of the plastic shell during injection molding and cooling, resulting in depressions on the surface of the product. Therefore, it is necessary to optimize the injection molding process, formulate scientific shrinkage prevention measures, and control the thickness of the reinforcement to a reasonable range. The shrinkage rate of the ABS material is low, and the thickness of the reinforcement needs to be controlled at 1/2 to reduce the over-limit value. the probability of design problems. The shrinkage rate of PP material is high, and the thickness of the reinforcement is generally 1/3 of the thickness of the main reinforcement. Combined with the actual situation, according to the combination of the internal structure and the appearance structure, it is necessary to avoid the shrinkage of the shell.
Lack Of Glue
The main reason for this problem is that the mold design structure is too thick, the exhaust is not smooth or the local wall thickness is thin. For the above factors, it is necessary to scientifically set the injection pressure. For example, gradually increase the injection pressure until the front is observed, thereby preventing the shell from lacking glue. If the glue cannot be guaranteed after increasing the pressure, it is necessary to readjust the injection molding model, change the position of the gate, and carry out feasibility testing until molding.
Weld Line
On the surface of the injection molded parts of the home appliance shell, the weld line is the short circuit of the trace. The main factor is that the aggregate exceeds the normal process requirements is added during the injection molding, and the trace part appears hidden or cracked under the action of external force. The main solution is to increase the mold temperature and injection pressure. If it is still not solved, the gate size needs to be increased.
Conclusion
To sum up, with the rapid development of science and technology today, the types of home appliances are more diversified, smaller in size and more comprehensive in functions. Today, consumers pay more attention to product performance, but also put forward more suggestions on the appearance and mechanical design of home appliances. In the process of designing the injection molding shell structure of home appliances, the key lies in the treatment of details, so as to ensure the aesthetics of home appliances and effectively save the design cost.
Learn More
LKKER SCM Mechanical Design Service
LKKER SCM Design For Manufacturing (DFM) Service